PROCESO DE TROQUELADO:
La transformación de la lámina se realiza mediante herramientas especiales denominados troqueles o matrices, anclados con fuerza sobre prensas de gran presión y velocidad. El objetivo de este proceso es poner en marcha una estrategia de fabricación para producir más y mejor, en la que influyen factores relacionados con la máquina, los troqueles, el material, la producción y características geométricas de la pieza.
¿EN QUE CONSISTE?
La acción ejercida entre un punzón y una matriz actúa como una fuerza de cizallamiento en el material a procesar una vez que el punzón ha penetrado éste, sufriendo esfuerzos que rápidamente rebasan su límite elástico produciendo la ruptura o desgarramiento en ambas caras en el mismo lapso de tiempo, al penetrar más y más el punzón se produce la separación del material completando el proceso.
Se le llama claro de corte a la diferencia dimensional entre punzón y matriz, en donde el punzón es ligeramente más pequeño que la matriz. El correcto cálculo del claro de corte en el diseño permite obtener un corte limpio, libre de rebabas y filos cortantes. Este claro de corte depende del tipo de material y el espesor del mismo; cuando el claro de corte es adecuado se puede observar que el desgarramiento ocurre en el último tercio del espesor del material mientras que el resto se mantiene relativamente brillante.
Troqueles
En general a una operación realizada en un dado se le llama troquelado. Los troqueles puede ser de tres tipos: simples, compuestos y progresivos.
Simples.- Estos troqueles permiten realizar solamente una operación en cada golpe del ariete o carnero, son de baja productividad y normalmente es necesario el uso de otros troqueles para poder concluir una pieza y considerarla terminada.
Compuestos.- Estas herramientas permiten aprovechar la fuerza ejercida por el ariete realizando dos o más operaciones en cada golpe y agilizando así el proceso.
Progresivos.-: Estos troqueles constan de diferentes etapas o pasos, cada uno de ellos modifica el material en una determinada secuencia establecida por el diseñador (secuencia de corte), de tal manera que al final se obtiene una pieza o piezas terminadas.

El conformado de lámina en general, y en particular el troquelado, suele asociarse con un proceso mecánico relativamente simple de reducida aportación tecnológica y escasa complejidad. Sin embargo, la realidad es muy diferente ya que este trabajo, al igual que otros procesos de tipo mecánico, engloba una serie de técnicas llenas de virtuosismo y maestría. Los expertos matriceros, también llamados ‘ajustadores’,1 son reconocidos y respetados en toda la industria metalúrgica por sus habilidades y destrezas, comparables con los afamados relojeros suizos.
ESTAMPADO
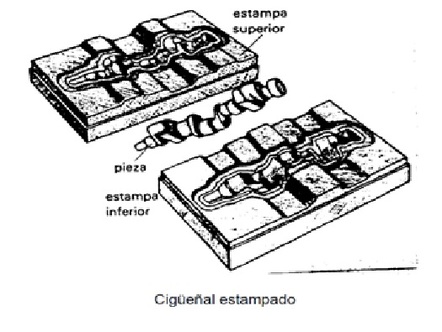
El estampado es un forjado mecánico en el que se emplea un molde o estampa para conformar la pieza.
La estampa se compone de dos partes (estampa y contra estampa) que se acoplan entre sí. Al diseñar las estampas hay que aumentar sus dimensiones en previsión de la posterior contracción del material que se produce. También es preciso prever unas salidas de material para asegurar que el llenado de la estampa es correcto. La rebaba producida se eliminará en una operación posterior.
La estampación se puede realizar tanto en frío como en caliente. Hasta hace poco la estampación en frío se reservaba únicamente para metales muy dúctiles (plomo, estaño, etc.) y para aceros con bajo contenido de carbono en piezas pequeñas. Actualmente es posible estampar en frío aceros aleados bajo ciertas condiciones.
Se trata de un tipo de proceso en el cual se somete el material a compresión entre dos estampas La fluencia del material queda limitada a la cavidad de la estampa. El material se coloca entre dos matrices que tienen huecos grabados con la forma de la pieza que se desea obtener. El metal llena completamente los huecos de la estampa por medio de golpes o presión empleando martillos o prensas. El proceso de estampado termina cuando las dos matrices llegan a ponerse prácticamente en contacto.
No obstante, para obtener formas complicadas puede ser necesario realizar varias operaciones en una serie de estampas que se aproximan progresivamente a la forma final, a veces con otras operaciones intermedias.
EJEMPLO:
SIMULACIÓN DE ESTAMPADO (MARCADO)

una gran ventaja es el ahorro de tiempo y dinero en el proceso y una desventaja es el gran costo del mantenimiento de esas maquinas y la configuración de las mismas cuando es un nuevo producto (pieza).
DOBLADO
El doblado es uno de los procesos de la manipulación del metal, en el cual la fuerza es aplicada a una lámina de metal, haciendo que se doble en el ángulo y la forma deseada. Por lo general el doblado se hace en un solo eje, pero la repetición de varias operaciones pueden lograr crear una pieza compleja. Se da la aparición de aristas y el cambio de dirección de vectores. En el trabajo de láminas metálicas el doblado se define como la deformación del metal alrededor de un eje recto.
Durante la operación de doblado, el metal dentro del plano neutral se comprime, mientras que el metal por fuera del plano neutral se estira. El metal se deforma plástica-mente así que el doblez toma una forma permanente al remover los esfuerzos que lo causaron. El doblado produce poco o ningún cambio en el espesor de la lámina metálica.


En el trabajo de láminas metálicas el doblado se define como la deformación del metal alrededor de un eje recto. Durante la operación de doblado, el metal dentro del plano neutral se comprime, mientras que el metal por fuera del plano neutral se estira. El metal se deforma plástica-mente así que el doblez toma una forma permanente al remover los esfuerzos que lo causaron. El doblado produce poco o ningún cambio en el espesor de la lámina metálica.

Doblado en V.
La lámina de metal se dobla entre un punzón y un dado en forma de V, los ángulos van desde los muy obtusos hasta los muy agudos. El doblado en V se usa generalmente para operaciones de baja producción y se realizan frecuentemente en una prensa de cortina, los correspondientes dados en V son relativamente simples y de bajo costo.
ventajas
es muy barato y el proceso muy fácil
desventajas
que si algún día para la producción puedes perder mucho dinero ya que estas maquinas son muy especiales a el momento de arreglar ya que se calibran.
AQUÍ LA MUESTRA DE TODOS LOS PROCESOS:
TROQUELADO, ESTAMPADO Y DOBLADO.
1 comentario:
No puedo agradecer lo suficiente al servicio de préstamos del Sr.Pedro y dejar que la gente sepa lo agradecido que estoy por toda la ayuda que usted y el personal de su equipo han brindado y espero poder recomendar a amigos y familiares en caso de que necesiten asesoramiento o asistencia financiera a una tasa de 2 para préstamos comerciales. .via contacto:. pedroloanss@gmail.com. whatsapp +18632310632
Publicar un comentario